Вольфрамовые электроды являются базовым элементом TIG-сварки, поскольку именно они формируют стабильность дуги, характер проплавления и чистоту шва. Для переменного и постоянного тока применяются разные типы электродов, а форма заточки напрямую влияет на концентрацию дуги и контроль сварочной ванны. Поэтому подбор электрода в TIG не сводится только к диаметру или цветовой маркировке. Важными остаются тип тока, материал детали, диапазон токовой нагрузки и состояние кончика после работы. В практике сварки вольфрамовые электроды определяют не только старт дуги, но и повторяемость результата на тонком и толстом металле. На страницах каталога электродов представлена оснастка, которая используется в разных TIG-процессах, а в интернет-магазине Argon удобно подобрать сопутствующие позиции для мастерской и производства.
Почему правильный выбор электрода напрямую влияет на качество TIG-сварки
В TIG-процессе электрод не плавится как присадочный материал, но именно он отвечает за устойчивость дуги и точность тепловложения. Если тип вольфрама не соответствует режиму AC или DC, дуга может вести себя нестабильно, а зона шва теряет аккуратность. Для нержавеющей стали, углеродистой стали, титана и меди обычно важна сфокусированная дуга, поэтому значение имеет форма вершины. Для алюминия и магния, где часто используется переменный ток, более важными становятся другие характеристики кончика и поведение электрода при циклической смене полярности. Все это делает выбор не формальностью, а частью технологии.
Какие вольфрамовые электроды применяют под AC и DC
Для TIG-сварки используют несколько распространенных типов электродов, каждый из которых имеет свою специфику поджига дуги и устойчивости на определенном токе.
-
Чистый вольфрам чаще ассоциируется с AC-режимами, где важна стабильная работа по алюминию и сплавам легких металлов.
-
Торированный вольфрам традиционно применялся на DC, особенно при работе со сталями, когда нужна концентрированная дуга и прогнозируемый старт.
-
Лантанированный вольфрам считается более универсальным вариантом, который хорошо показывает себя как на DC, так и в части AC-задач.
-
Цериевый вольфрам часто используют на малых токах, где важны легкий поджиг и стабильность на деликатных режимах.
-
Смешанные современные составы ориентированы на более широкий диапазон применения и более гибкую работу в разных условиях.
Подбор под DC: когда важна сфокусированная дуга
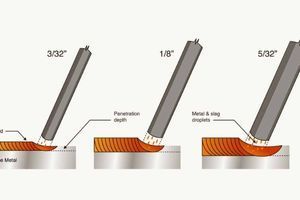
Постоянный ток в TIG чаще всего применяется при сварке черной стали, нержавейки, титана, никелевых и медных сплавов. В таких условиях важно узкое и стабильное тепловложение, которое позволяет точнее контролировать глубину провара. Именно поэтому для DC чаще используют электроды, которые хорошо держат заостренную форму. Они обеспечивают концентрированную дугу, меньшее рассеивание тепла и лучшую управляемость на корневых и тонкостенных соединениях. Для производственных циклов это особенно важно, когда одинаковая геометрия шва должна повторяться серийно.
Подбор под AC: особенности работы с алюминием
Переменный ток характерен для TIG-сварки алюминия и его сплавов, где требуется не только плавление, но и очистка оксидной пленки. В этом режиме электрод работает в условиях иной тепловой нагрузки, поэтому от него ожидают стабильности формы и прогнозируемого поведения вершины. На AC важна способность электрода выдерживать баланс очистки и проплавления без чрезмерного оплавления кончика. Именно поэтому для алюминиевых работ значение имеют не только марка, но и правильно подобранный диаметр. Если диаметр слишком мал для токовой нагрузки, возрастает риск деформации вершины и ухудшения стабильности дуги.
Как диаметр электрода связан с током и толщиной металла
Диаметр вольфрамового электрода влияет на допустимую токовую нагрузку, тепловую стойкость и характер дуги. Тонкие электроды чаще работают на небольших токах и деликатных деталях, где критична точность. Больший диаметр лучше переносит повышенную нагрузку и более длительный цикл работы без потери формы кончика. Для TIG важно, чтобы электрод не был ни перегруженным, ни чрезмерно массивным для конкретного режима, иначе ухудшается контроль дуги. Именно поэтому вольфрамовые электроды оценивают в связке с типом металла, полярностью, током и производственной задачей, а не только по цвету.
Как затачивают вольфрамовые электроды для стабильной дуги
Форма кончика напрямую влияет на геометрию дуги, плотность теплового потока и внешний вид шва.
-
Заостренный кончик чаще используется на DC, когда нужна узкая и сфокусированная дуга.
-
Притупленная вершина помогает снизить чрезмерную концентрацию тепла на отдельных режимах и улучшает контроль ресурса кончика.
-
Шарообразная форма исторически ассоциируется с частью AC-процессов, особенно при работе с алюминием.
-
Продольное направление шлифовки важно для стабильного движения электронов и ровного запуска дуги.
-
Поперечные риски после обработки могут ухудшать стабильность и провоцировать уход дуги в сторону.
Признаки того, что электрод уже теряет рабочие характеристики
Состояние электрода меняется постепенно, но определенные дефекты быстро отражаются на процессе сварки. Если вершина загрязнилась присадкой или коснулась сварочной ванны, дуга теряет предсказуемость. При перегреве кончик может деформироваться, а зона дуги становится шире, чем требуется для конкретного шва. Также проблемой считается появление микросколов, неравномерного износа и потемнения, которое связано с нарушением газовой защиты. В производственной практике замена электрода или его повторная подготовка часто нужны не из-за полного разрушения, а из-за потери стабильности процесса.
Когда вольфрамовый электрод целесообразно менять, а не перетачивать
Не каждый изношенный электрод целесообразно использовать повторно. В ряде случаев технологически правильнее перейти на новый расходный элемент.
-
Глубокое загрязнение кончика после контакта с присадкой или ванной часто снижает качество повторной подготовки.
-
Сильное укорочение электрода после многократных заточек влияет на удобство работы и стабильность вылета.
-
Трещины, сколы и деформации ухудшают контроль дуги даже после дополнительной шлифовки.
-
Нестабильный запуск дуги после подготовки указывает на то, что ресурс электрода уже исчерпан.
-
Работа на ответственных швах обычно требует максимально прогнозируемого состояния кончика без компромиссов.
Что важно для стабильного результата в TIG-процессе
В TIG-сварке электрод не является второстепенной деталью, а полноценным элементом технологического режима. От его типа зависит поведение дуги на AC и DC, от формы заточки зависит концентрация тепла, а от степени износа зависит повторяемость шва. Именно поэтому вольфрамовые электроды рассматривают как инструмент точной настройки процесса под конкретный металл и конкретную задачу. Грамотно подобранный электрод поддерживает чистый поджиг, прогнозируемый провар и аккуратную геометрию шва без лишней нестабильности. Для мастерских, сервисных зон и производства это напрямую влияет на темп работы, качество готового узла и контроль брака.