Вольфрамові електроди є базовим елементом TIG-зварювання, оскільки саме вони формують стабільність дуги, характер проплавлення та чистоту шва. Для змінного і постійного струму застосовуються різні типи електродів, а форма заточування безпосередньо впливає на концентрацію дуги та контроль зварювальної ванни. Саме тому підбір електрода в TIG не зводиться лише до діаметра або кольорового маркування. Важливими залишаються тип струму, матеріал деталі, діапазон струмового навантаження та стан кінчика після роботи. У практиці зварювання вольфрамові електроди визначають не лише старт дуги, а й повторюваність результату на тонкому та товстому металі. На сторінках каталогу електродів представлено оснащення, яке використовується в різних TIG-процесах, а в інтернет-магазині Argon зручно підібрати супутні позиції для майстерні та виробництва.
Чому правильний вибір електрода напряму впливає на якість TIG-зварювання
У TIG-процесі електрод не плавиться як присадний матеріал, але саме він відповідає за стійкість дуги та точність тепловкладення. Якщо тип вольфраму не відповідає режиму AC або DC, дуга може поводитися нестабільно, а зона шва втрачає акуратність. Для нержавіючої сталі, вуглецевої сталі, титану й міді зазвичай важлива сфокусована дуга, тому значення має форма вершини. Для алюмінію та магнію, де часто використовується змінний струм, важливішими стають інші характеристики кінчика та поведінка електрода при циклічній зміні полярності. Усе це робить вибір не формальністю, а частиною технології.
Які вольфрамові електроди застосовують під AC і DC
Для TIG-зварювання використовують кілька поширених типів електродів, кожен з яких має свою специфіку запалювання дуги та стійкості на певному струмі.
-
Чистий вольфрам частіше асоціюється з AC-режимами, де важлива стабільна робота на алюмінії та сплавах легких металів.
-
Торійований вольфрам традиційно застосовувався на DC, особливо при роботі зі сталями, коли потрібна концентрована дуга і прогнозований старт.
-
Лантанований вольфрам вважається універсальнішим варіантом, який добре показує себе як на DC, так і на частині AC-завдань.
-
Церієвий вольфрам часто використовують на малих струмах, де важливі легкий підпал і стабільність на делікатних режимах.
-
Змішані сучасні склади орієнтовані на ширший діапазон застосування та більш гнучку роботу в різних умовах.
Підбір під DC: коли важлива сфокусована дуга
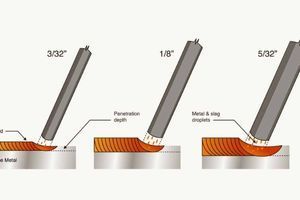
Постійний струм у TIG найчастіше застосовується при зварюванні чорної сталі, нержавійки, титану, нікелевих і мідних сплавів. У таких умовах важливе вузьке і стабільне тепловкладення, яке дозволяє точніше контролювати глибину провару. Саме тому для DC частіше використовують електроди, що добре тримають загострену форму. Вони забезпечують концентровану дугу, менше розсіювання тепла та кращу керованість на кореневих і тонкостінних з’єднаннях. Для виробничих циклів це особливо важливо, коли однакова геометрія шва має повторюватися серійно.
Підбір під AC: особливості роботи з алюмінієм
Змінний струм характерний для TIG-зварювання алюмінію та його сплавів, де потрібно не лише плавлення, а й очищення оксидної плівки. У цьому режимі електрод працює в умовах іншого теплового навантаження, тому від нього очікують стабільності форми та прогнозованої поведінки вершини. На AC важлива здатність електрода витримувати баланс очищення і проплавлення без надмірного оплавлення кінчика. Саме тому для алюмінієвих робіт значення мають не тільки марка, а й правильно підібраний діаметр. Якщо діаметр замалий для струмового навантаження, зростає ризик деформації вершини та погіршення стабільності дуги.
Як діаметр електрода пов’язаний зі струмом і товщиною металу
Діаметр вольфрамового електрода впливає на допустиме струмове навантаження, теплову стійкість і характер дуги. Тонкі електроди частіше працюють на невеликих струмах і делікатних деталях, де критична точність. Більший діаметр краще переносить підвищене навантаження та довший цикл роботи без втрати форми кінчика. Для TIG важливо, щоб електрод не був ані перевантаженим, ані надмірно масивним для конкретного режиму, інакше погіршується контроль дуги. Саме тому вольфрамові електроди оцінюють у зв’язці з типом металу, полярністю, струмом і виробничим завданням, а не лише за кольором.
Як заточують вольфрамові електроди для стабільної дуги
Форма кінчика безпосередньо впливає на геометрію дуги, щільність теплового потоку та зовнішній вигляд шва.
-
Загострений кінчик частіше використовується на DC, коли потрібна вузька та сфокусована дуга.
-
Притуплена вершина допомагає зменшити надмірну концентрацію тепла на окремих режимах і покращує контроль ресурсу кінчика.
-
Сферизована форма історично асоціюється з частиною AC-процесів, особливо при роботі з алюмінієм.
-
Поздовжній напрям шліфування важливий для стабільного руху електронів і рівного запуску дуги.
-
Поперечні риски після обробки можуть погіршувати стабільність і провокувати розкид дуги вбік.
Ознаки, що електрод уже втрачає робочі характеристики
Стан електрода змінюється поступово, але певні дефекти швидко позначаються на процесі зварювання. Якщо вершина забруднилася присадкою або доторкнулася до зварювальної ванни, дуга втрачає передбачуваність. При перегріві кінчик може деформуватися, а зона дуги стає ширшою, ніж потрібно для конкретного шва. Також проблемою вважається поява мікросколів, нерівномірного зносу та потемніння, яке пов’язане з порушенням газового захисту. У виробничій практиці заміна електрода або його повторна підготовка часто потрібні не через повне руйнування, а через втрату стабільності процесу.
Коли вольфрамовий електрод доцільно міняти, а не переточувати
Не кожен зношений електрод доцільно використовувати повторно. У частині випадків технологічно правильніше перейти на новий витратний елемент.
-
Глибоке забруднення кінчика після контакту з присадкою або ванною часто знижує якість повторної підготовки.
-
Сильне укорочення електрода після багаторазових заточувань впливає на зручність роботи та стабільність виступу.
-
Тріщини, сколи та деформації погіршують контроль дуги навіть після додаткового шліфування.
-
Нестабільний запуск дуги після підготовки вказує, що ресурс електрода вже вичерпано.
-
Робота на відповідальних швах зазвичай вимагає максимально прогнозованого стану кінчика без компромісів.
Що важливо для стабільного результату в TIG-процесі
У TIG-зварюванні електрод не є другорядною деталлю, а повноцінним елементом технологічного режиму. Від його типу залежить поведінка дуги на AC і DC, від форми заточування залежить концентрація тепла, а від ступеня зносу залежить повторюваність шва. Саме тому вольфрамові електроди розглядають як інструмент точного налаштування процесу під конкретний метал і конкретне завдання. Грамотно підібраний електрод підтримує чистий підпал, прогнозований провар і охайну геометрію шва без зайвої нестабільності. Для майстерень, сервісних зон і виробництва це безпосередньо впливає на темп роботи, якість готового вузла та контроль браку.