Нержавіюча сталь більш вимоглива до зварювання, ніж звичайний чорний метал. Вона чутлива до перегріву, забруднення поверхні, неправильного газу та помилок у виборі присадки. Якщо зварювальний дріт не відповідає марці сталі, шов може втратити корозійну стійкість, потемніти або стати пористим. Для MIG/MAG-зварювання нержавійки найчастіше застосовують ER308L, ER316L та ER309L, але ці марки не є повністю взаємозамінними.
Критерії відбору до рейтингу: що справді впливає на якість
Підбір дроту для нержавіючої сталі не зводиться лише до діаметра котушки. Важливі хімічний склад, стабільність подачі, чистота поверхні та сумісність із газом. Якісний зварювальний дріт має рівномірне намотування, однаковий діаметр і зрозуміле маркування.
Основні критерії вибору:
-
відповідність марки дроту марці нержавіючої сталі;
-
низький вміст вуглецю для зниження ризику корозії біля шва;
-
стабільний діаметр без перепадів і деформацій;
-
чиста поверхня без мастила, пилу та слідів окиснення;
-
сумісність із MIG/MAG-зварюванням і захисним газом;
-
рівне намотування, яке не порушує подачу;
-
прогнозована поведінка дуги на тонкому й товстішому металі.
Також потрібно враховувати умови роботи виробу: сухе приміщення, контакт із вологою, мийними засобами чи слабоагресивним середовищем.
Чим відрізняється зварювання нержавійки від звичайної сталі
Головна відмінність нержавійки полягає в чутливості до тепла. Захисні властивості сталі пов’язані з хромом, а надмірне тепловкладення погіршує стан зони біля шва. Тому важливо не затримувати дугу на одному місці й не робити надто широкий валик. Ознаки неправильного режиму: темні кольори мінливості, деформація тонкого листа, пропали та груба луска.
Не менш важлива чистота підготовки. Нержавіючу сталь не бажано зачищати інструментом, який раніше використовували для чорного металу. Частинки звичайної сталі можуть залишитися на поверхні й пізніше спричинити іржаві плями. Крайки перед зварюванням мають бути сухими, чистими, без жиру, фарби та залишків маркування. Саме тому для нержавійки потрібні акуратніші режими, окремий абразив і правильно підібраний дріт.
Марки дроту: ER308L, ER316L, ER309L
Марка дроту визначає сумісність із основним металом. Літера L означає знижений вміст вуглецю, що допомагає зберегти корозійну стійкість шва. Для більшості робіт із нержавіючою сталлю використовують три основні варіанти.
-
ER308L. Підходить для поширених сталей типу AISI 304. Його застосовують для харчового обладнання, поручнів, декоративних виробів, кухонних поверхонь, тонкостінних деталей і ємностей без агресивного середовища.
-
ER316L. Містить молібден, тому краще працює у вологих умовах, біля солей, слабких кислот і мийних речовин. Це варіант для AISI 316, харчової, хімічної та морської сфери.
-
ER309L. Використовується для зварювання нержавійки з вуглецевою сталлю. Такий дріт застосовують як перехідний матеріал для різнорідних металів, коли потрібне стабільне з’єднання.
Якщо марка основної сталі невідома, вибір стає менш точним. У такому разі орієнтуються на призначення виробу, середовище експлуатації та вимоги до шва. Для відповідальних деталей краще працювати з підтвердженою маркою металу.
Захисний газ для зварювання нержавійки
Захисний газ впливає на стабільність дуги, колір шва, кількість бризок і ступінь окиснення. Для MIG/MAG-зварювання нержавіючої сталі найчастіше використовують суміші на базі аргону з невеликою часткою CO₂ або кисню. Чистий CO₂ зазвичай не є оптимальним, бо посилює окиснення й може погіршити вигляд валика. Чистий аргон частіше застосовують у TIG-зварюванні, а для напівавтомата потрібна активна добавка.
Аргонові суміші дають м’якшу дугу, рівніший валик і менше потемніння. Витрата газу має бути стабільною, але не надмірною: занадто сильний потік може втягувати повітря в зону шва. На відкритому майданчику робочу зону захищають від протягів.
Параметри налаштування напівавтомата
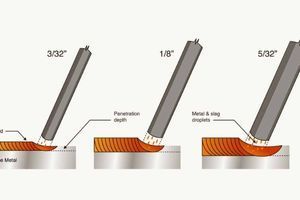
Налаштування напівавтомата залежать від діаметра дроту, товщини металу, типу газу і положення шва. Для тонких деталей часто використовують 0,8 мм, для товстіших елементів 1,0 мм або більше. Завищена напруга перегріває метал, а надто низька спричиняє нестабільну дугу та непровар. Швидкість подачі має відповідати напрузі.
Під час налаштування враховують:
-
діаметр дроту і рекомендований діапазон струму;
-
товщину металу та потрібну глибину проплавлення;
-
тип захисного газу і його витрату;
-
полярність, зазвичай DCEP для суцільного дроту;
-
довжину вильоту дроту від наконечника;
-
швидкість руху пальника;
-
стан маси, роликів подачі та контактного наконечника.
Для нержавійки важлива плавність руху пальника. Надмірні коливання збільшують зону термічного впливу. Якщо валик темніє, метал веде або з’являються пропали, режим зменшують і перевіряють швидкість переміщення.
Типові дефекти і як їх уникнути
Дефекти під час зварювання нержавіючої сталі часто виникають через поєднання кількох причин. Навіть якісний зварювальний дріт не компенсує брудну поверхню, неправильний газ або перегрітий режим. Частину проблем видно одразу, інші проявляються після контакту виробу з вологою, солями чи мийними засобами.
Поширені дефекти:
-
пористість через вологу, бруд, протяги або слабкий газовий захист;
-
потемніння шва через перегрів, неправильний газ чи повільний рух пальника;
-
пропали на тонкому металі через завищений струм або великий зазор;
-
непровар через низьку напругу, слабку подачу чи погану підготовку крайок;
-
підрізи через надмірне розплавлення крайки;
-
іржаві плями через контакт із частинками чорної сталі;
-
розбризкування через нестабільну подачу або забруднений наконечник.
Щоб зменшити ризик дефектів, поверхню очищають перед роботою, перевіряють подачу, контролюють газ і не перегрівають шов. Для вологого чи агресивного середовища після зварювання також прибирають сліди перегріву.
Дріт для нержавійки
Для стабільного результату потрібен дріт, який відповідає сталі, газу та режиму зварювання. У каталозі Argon можна переглянути зварювальний дріт для нержавіючої сталі і підібрати варіант для напівавтомата, ремонту або виготовлення металевих виробів. Такий підхід допомагає отримати акуратний шов і зберегти властивості нержавійки.
Висновок
Вибір дроту для нержавіючої сталі залежить від марки металу, середовища експлуатації та вимог до шва. ER308L зазвичай використовують для AISI 304, ER316L обирають для вологих і хімічно активних умов, а ER309L застосовують для різнорідних з’єднань. Не менш важливими залишаються газ, чистота поверхні, точне налаштування напівавтомата і контроль тепловкладення. Коли ці фактори узгоджені, зварювальний дріт працює стабільно, а нержавіюча сталь зберігає корозійну стійкість.